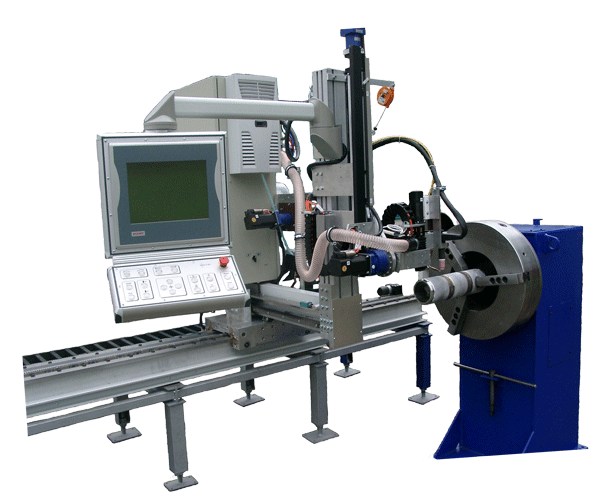
Industrielle Schweißstromquellen
Mit langjähriger Erfahrung in der Schweißtechnik entwickelt, projektiert und produziert unser Team kundenspezifische Schweißstromquellen. Die eigene Herstellung von Hard- und Software ermöglicht eine schnelle Reaktion auf Kundenwünsche.
Die Schweißstromquellen der Baureihe PWU finden sich in allen Bereichen der Industrie wieder. Die in einem Standard-Schaltschrank untergebrachten Stromquellen erfahren optimale Betriebsbedingungen durch Klimatisierung und Wasserkühlung. Moderne, wirtschaftliche und äußerst robuste Leistungsteile garantieren auch im Endlosbetrieb Zuverlässigkeit und Beständigkeit.

PWU View
Die PWU View ist das Bindeglied zwischen Prozesshandling und Leistungsteilen. Der Touch Screen Monitor visualisiert die für den Prozess notwendigen Schweißparameter. Features können schnell und unkompliziert aktiviert oder aufgerufen werden.
Features:
- Geschwindigkeitsabhängige Parameteranpassung
- Grenzwertüberwachung
- Datenlogger mit Schreiber
- Historie View
- Automatische Elektrodennachführung
- Achs-Manipulation
- Kalt- oder Heißdrahtzuführung
- Lichtbogenlängenregulierung
- Pendelung des Lichtbogens
- und vieles mehr
Es besteht die Möglichkeit ihrer Schweißprofile mit allen relevanten Parametern zu speichern. Ihre Messdaten und ihre Bildaufnahmen werden automatisch aufgezeichnet. Die Anschlussmöglichkeit an ihr firmeninternens Netzwerk bietet den uneingeschränkten Zugriff auf alle abgespeicherten Daten. Software Updates oder der Remote Zugriff ist ebenfalls über die Ethernetschnittstelle möglich. Anfallende Wartungen oder notwendige Serviceeinsätze können dadurch detailliert geplant und reibungslos durchgeführt werden.
aixcon Schweißanlagen sind mit selbstentwickelten und im Hause produzierten Leistungsteilen sowie Reglereinheiten ausgestattet und können daher auf Ihren Schweißprozess angepasst werden.
Selbst unter schwersten Bedingungen in der Industrie und beim Einsatz in tropischen Ländern ist die Zuverlässigkeit garantiert.
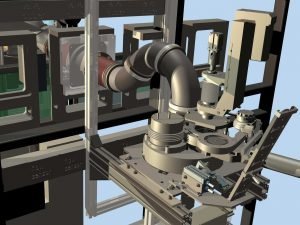
Automatisierung
Vorrichtungen zum halb- oder vollautomatisierten Schweißen sind ein Spezialgebiet von aixcon.
- Optimale Anpassung an kundenspezifische Anforderungen
- Hochwertige Linearsysteme
- Alle Antriebe in bürstenloser Servotechnik
- Einfache Programmierung
Brenner
Mehrkathoden (Multikathoden) Brenner
Der aixcon Multikathoden Brenner wird den neusten Erkenntnissen gerecht und ist individuell einsetzbar.
Je nach Anwendung, kann der Brenner an verschiedene Schweißverfahren (WIG, Plasma) angepasst werden. Zudem kann der Brenner optional mit Mehrgassystemen, Lichtbogenablenkung, Kamersystem und einem HKS Thermoprofilscanner (siehe Sensoren) ausgestattet werden.
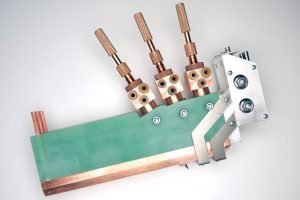
aixcon verfügt über langjährige Erfahrung in der Anwendung des Mehrkathodenschweißens. An vielen Innovationen ist aixcon beteiligt, und kann deshalb optimalen Support liefern.
Sensoren
Kamerasystem
aixcon liefert ein speziell auf die Lichtbogenbeobachtung ausgelegtes Kamerasystem.
Die Darstellung erfolgt entweder integriert in das Prozess-Leit-System oder als Standalone-Lösung.
Das Kamerasystem verfügt zusätzlich über einige Helferfunktionen die zur Bandkantenerkennung hilfreich sind. Das aixcon Kamerasystem hilft bei der Überwachung der Schweißnahtbeobachtung und gibt dem Bediener einen Einblick in die aktuelle Schweißung.

HKS – ThermoProfilScanner
Aufgabe
Erkennung von sichtbaren und nicht sichtbaren Schweißunregelmäßigkeiten wie Poren, Flankenbindefehler, unsymmetrischer Einbrand, ungenügende Wurzeldurchschweißung und Brennerfehlstellungen.
Anwendungsdaten TPS
- Nachlauf zum Brenner: 20 mm
- Abtastfrequenz: 100 Hz
- Auflösung: 0,9 mm
- Arbeitsabstand: 80 mm
- Gasspülung Schutzgas: 3 l/min
- Schweißgeschwindigkeit bis zu 1,5 m/min
- Wasserkühlung

Falsche Brennerposition
- Eine nicht mittige Brenner-Position führt zu einem unsymmetrischen Einbrand. Dabei wird eine Flanke stärker aufgeschmolzen als die andere.
- Optisch kaum zu erkennen, aber im Wärmebild des TPS deutlich sichtbar.
- Der Versatz des Brenners quer zum Rohr (Nahtsymmetrie) ist in der nebenstehenen Abbildung deutlich zu erkennen.
Material: CrNi – Rohr 20*3 mm

Verfahren
Wolfram-Inertgas-Schweißen (WIG) DC
Die PWU 400 DC wird in der Kabelummantelung mit Kupfer oder Aluminium eingesetzt. Die Leistungseinheit ist mit einem 400 Ampere oder 600 Ampere Leistungsteil ausgestattet. Die Gassteuerung ist mit zwei Massendurchflussreglern für Argon und Helium versehen. Die Gasmischung wird material- und geschwindigkeitsabhängig optimal an den Schweissprozess angepasst. Neben den Schutzgasen lassen sich auch wichtige Prozessparameter wie Schweissstrom, Pulsfrequenz, Pulssymmetrie usw. automatisch anpassen. Mit dieser Konfiguration sind bei guter Materialqualität und entsprechender Verformung Geschwindigkeiten bis über 100 m/min bei Kupfer und bis zu 50 m/min bei Aluminium erreichbar. Verschweißbare Materialstärken liegen zwischen 0,15 und 1,2 mm.
Wolfram-Inertgas-Schweißen (WIG) AC
Die PWU 400 AC ist speziell an die Anforderungen der Mehrschichtverbundrohr-Industrie angepasst. Das hochdynamische, wassergekühlte Leistungsteil ist in einem klimatisierten Schaltschrank untergebracht. Die staubfreie, trockene und somit optimale Betriebsumgebung sorgt für eine sehr hohe Zuverlässigkeit. Das großzügig ausgelegte Wechselstromleistungsteil schafft enorme Leistungsreserven um den strengen Anforderungen der kontinuierlich produzierenden Industrie gerecht zu werden.
Auf die unterschiedlichsten, in der Mehrschichtverbundrohr-Industrie verwendeten Aluminiumlegierungen (wie Aluminiumlegierung 1050/1200/3003/3103/8006/8011) kann mit verschiedensten Kurvenformen und durch Verschieben der Symmetrien in der Zeit- und Stromachse reagiert werden. Die Gasregelung und Gasmischung ist ebenso wie alle anderen wichtigen Parameter frei einstellbar, abspeicherbar und somit reproduzierbar. Um dem Bediener Raum und Zeit für andere wichtige Prozesse zu ermöglichen, kann eine geschwindigkeitsabhängige Parameteranpassung aktiviert werden.
Wechselstromfrequenzen bis 1000 Hz fokussieren und zentrieren den Lichtbogen. Die konstant gehaltene Prozessspannung kombiniert mit der Grenzwertüberwachung vergrößert das Prozessfenster enorm und sorgt damit für die in der Produktion notwendige Sicherheit.
Plasma
Die hohe, fokussierte Energie im Plasmalichtbogen bewirkt eine schmale und tiefe Schweißnaht.
- Sie wollen einen Grundwerkstoff verschweißen, für den sie keinen Zusatzdraht bekommen.
- Sie können keinen ähnlichen Zusatzdraht verwenden, da er ihren Grundwerkstoff zu sehr verändert.
- Metallurgische und mechanische Werte ergeben nicht die Festigkeit, die sie fordern.
Speziell bei Rohrleitungen, die hohen Temperaturen und hohen Drücken standhalten müssen, ist die Wurzellage von extremer Bedeutung. Geringfügige metallurgische Veränderungen im Gefüge können zum Bersten führen.
Mehrkathoden Schweißen | Multikathoden Schweißen
aixcon bietet ein modulares System bei dem 2 oder 3 Leistungsteile mit je 200 A, 400 A, 600 A oder 1000 A kombiniert werden und Mehrkathodenanlagen mit bis zu 4 Brennern möglich sind. Die Gassteuerung umfasst üblicherweise 2 oder 3 Massendurchflussregler sowie weitere manuelle Gaseinsteller. Als Option können bis zu 8 Gase über Massendurchflussregler gesteuert werden. Durch die Kombination mit einem Pilotleistungsteil ist die Konfiguration WIG-Plasma-WIG oder ähnlich möglich.
Hier erfahren Sie mehr über die möglichen Anwendungen von unseren extrem leistungsfähigen Schweißstromquellen.